Created on:
Laser welding as manufacturing process
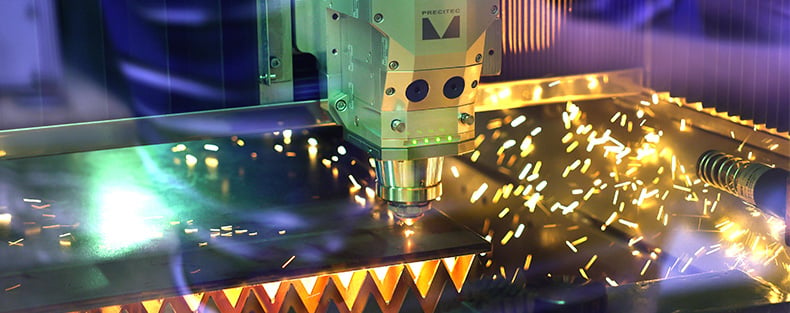
Laser welding is one of the joining manufacturing processes. A laser beam is used as a heat source to create a permanent connection between two workpieces. The laser beam is aimed at the workpiece, where it generates a high energy density that melts and vaporizes the material. The movement of the laser beam creates a melt pool that connects the parts to be welded.
Metallic components are joined with laser light in various industries, for example in the automotive industry, aerospace, medical technology, electrical engineering, but also in the jewelry industry.
In the field of e-mobility, the production of batteries and motors are particularly worth mentioning. In the production of batteries, laser welding is used to join the individual battery cells together. High precision and reliability are required here, as the battery is exposed to strong stresses due to temperature changes and vibrations. Laser welding offers particularly high quality and reproducible results here.
Laser welding is also used in the production of electric motors, especially for joining stator and rotor laminations. Here, the sheets are joined together quickly and precisely by the laser beam, which enables higher efficiency and performance of the motor.
Likewise, laser welding is used for the production of car body parts in the automotive industry, which results in higher strength and rigidity of the parts. The e-mobility industry is increasingly relying on the use of lightweight and aluminum car bodies, for which laser welding is particularly well suited.
The choice of laser depends on various factors, such as the type of material, the thickness of the workpiece, the desired welding quality and the required welding speed. The following types of laser are available: CO2 laser, Nd:YAG laser, fiber laser or disk laser.
Advantages of laser welding
Laser welding offers several advantages compared to other welding processes:
High precision: the laser beam allows welding to be performed with high precision and repeatability. This results in higher quality and accuracy of welded joints.
Low heat-affected zone: since the laser beam is highly focused, only a small area is heated, resulting in a low heat-affected zone. This minimizes the risk of deformation, cracking or discoloration of the material.
High welding speed: Laser welding is a fast process where large quantities of welds can be made in a short time. This increases productivity and reduces production costs.
Versatility: the laser beam can weld a wide range of materials, including metals, plastics and even glass.
Automation: laser welding can be automated, ensuring high reproducibility and process reliability. This also minimizes the risk of human error.
These advantages make laser welding an attractive choice for a wide range of applications in various industries such as automotive, aerospace, medical and electronics.
Variations of the laser seam production
The shape and quality of the laser weld can vary. Therefore, a distinction is made between the following technical variants of the laser welding process:
Heat conduction welding:
In this variant, the workpieces to be connected are connected to one another by thermal conduction. This means that the laser beam does not melt the workpieces, but only heats them up. The welding is particularly flat here.
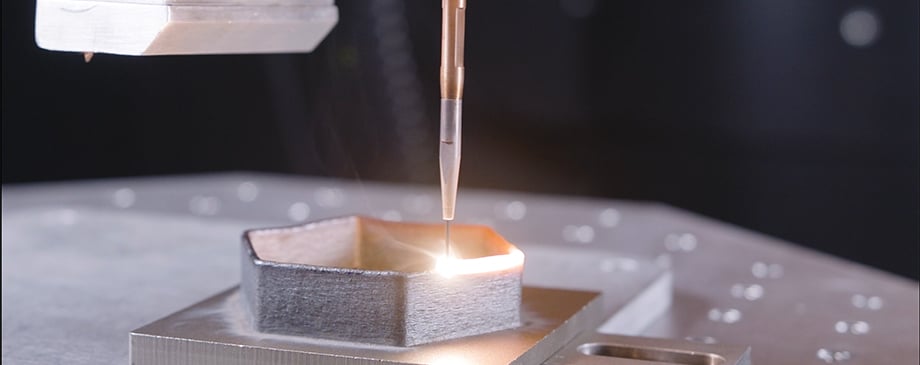
Deep penetration welding:
Deep welding is the most common variant of laser welding. The laser beam generates a high energy density on the workpiece, which melts and vaporizes the material. The movement of the laser beam creates a melt pool that joins the parts to be welded.
Spot and seam welding:
These are joints with high strength and low heat load. Spot welding creates the smallest weld spots with diameters of less than 0.1 mm. It is usually used to join thin sheets or metal parts that have high electrical conductivity. Seam welding, on the other hand, refers to the joining of metal parts by laser welding along a seam and is used for the production of pipes or tanks that may be subjected to high stress.
Scanner welding:
In this variant, a scanner is used to position the laser beam. The movement enables high precision and reproducibility of the weld and results in higher quality and productivity.



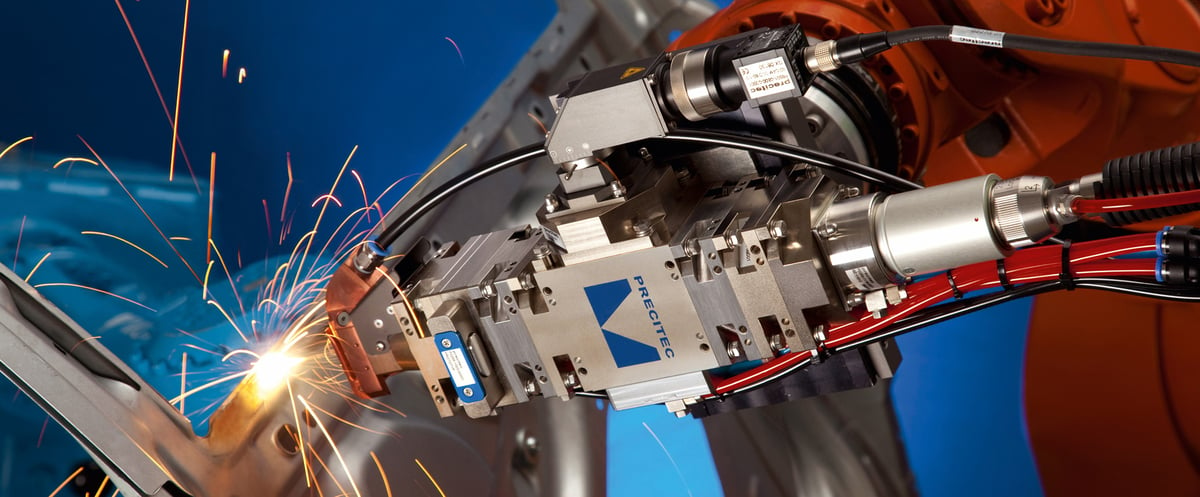
Precitec offers high-tech welding optics and intelligent monitoring systems for your laser welding processes. Our systems have proven themselves worldwide in various branches of industry and work in 24/7 serial operation. Visit our website here.